BIOOESULFURACIÓN
Daniel Salazar Sotelo y Edgar Ramírez Jiménez Escuela de Ciencias Quimicas, Universidad La Salle
Benjamín Franklin 47, Col. Hipódromo-Condesa. México DF 06170, email: dsalazar@.ci.ulsa.mx
RESUMEN
la energía. en todas sus formas, es la fuer.za motora de las sociedades modernas e industrializadas. Como es sabido, la mayor parte de la energla que
usa el mundo es derivada de recursos fósiles no renovables.
El aumento en la demanda de energía requiere de mejoras a las tecnologías de explotación de combustible fósil incluyendo extracción, transportación,
almacenaje, proceso y generación de desechos a partir de estos materiales fósiles. Es importante reconocer que las nuevas tecnologías
emergentes necesitarán dirigir su atención tanto a los asuntos ambientales, así como también a mejorar la eficiencia en el uso de la energía.
Hay un especial interés en desarrollar tecnologías de pre-combustión para la eliminación de azufre inorgánico y orgánico de combustibles sólidos y
líquidos, para reemplazar las emisiones de trampas físicas y químicas de la post-combustión. Métodos biológicos para la eliminación de heteroátomos no
deseados están siendo estudiados a fin de desarrollar nuevas tecnologías para reducir la liberación de contaminantes atmosféricos (e.g. óxidos de
azufre y nitrógeno) que pueden derivar en lluvia ácida (1).
ABSTRACT
The energy, in all its fonns. is the driving force of the modem and industrialized societies. The majority of the world's energy is derived from
non-renewable fossíl resources.
The increase energy demand requieres improvement to the fossi! fuel technologies including extraction. transportation, storage, processing and waste
generation from fossil materials. lt is important to recognize that the new technologies will need to address enviromental concems as well as improve
energy efficiency.
There is a special interest to develop pre-combustion technologies for the removal of organic and inorganic sulphur from solid and liquid fuels. to
replace chemical and physcal trapping of post combustion emissions. Biological methods for the removal of undesirable heteroatoms are being
studied in order to develop new technologies to reduce the release of atmospheric pollutants {e.g. sulphur and nitrogen oxides) (1).
INTRODUCCIÓN temperatura, además de que no hay requerimiento de hidrógeno (2).
-6
.
 -
-
La desulfuración biocatalítica (BDS -por sus siglas en inglés-) tiene muchas ventajas comparada con la desulfuración tradicional de refinería.
incluyendo: bajos costos tanto de capital como de operación, condiciones de operación bajas, es decir, baja presión y
El objetivo de los procesos de biodesulfuración es el de mejorar la calidad del combustible a través de una pre-combustión para la eliminación del
azufre (3}. Por lo tanto. se pretenden desarrollar sistemas en los cuales las bacterias o sus enzimas catalicen muy
R
r.;v C911tro /rH (Min/ Vll
l
< N!Jm
10
( !098/
227


 especificamente reacciones para liberar azufre y dejar el hidrocarburo intacto. A menudo es dificil de separar reacciones bioquímicas deseables de
otras reacciones catalizadas por células. Entonces, el poder de la tecnología del
especificamente reacciones para liberar azufre y dejar el hidrocarburo intacto. A menudo es dificil de separar reacciones bioquímicas deseables de
otras reacciones catalizadas por células. Entonces, el poder de la tecnología del
DNA recombinante (rDNA) está en que uno puede aislar y amplificar a las condiciones deseadas, las actividades catalfticas y reducir o eliminar las
reacciones no deseadas (2).
Las dos aproximaciones generales para la desulfuración microbiana son reacciones aeróbicas y anaeróbicas. Las reacciones
aeróbicas generan productos de azufre solubles al agua {iones sulfato) y son usualmente más
rápidas que las reacciones anaeróbicas. Las reacciones anaeróbicas proceden más lentamente y generan los mismos productos
que la tecnología convencional: H2S y crudo
desulfurizado.
LA NATURALEZA DEL PROBLEMA
Contenido de azufre de los combustibles fósiles
El contenido del azufre en los combustibles fósiles varia desde menor a un 0.025% hasta un exceso del 12%. El contenido de azufre en el crudo raramente
excede el 5%, y normalmente está entre 0.2% y 3%. Algunos ejemplos representativos se muestran en la Tabla 1 (2).
Tabla 1 Contenido de azufre en algunos crudos

FUENTE
% AZUFRE
virtualmente todos los crudos ha permitido el uso del DBT como un compuesto modelo en Investigaciones de desulfurización de aceites crudos.
La Regulatoria Ambiental
Las actuales y pendientes legislaciones en Norte América, Europa y Japón han servido para incrementar dramáticamente la demanda para
combustibles de bajo azufre y esto requiere el uso de tecnologías de reducción de azufre. Por ejemplo, en Estados Unidos de acuerdo a una encuesta de
1986 realizada por
la National Petroleum Refiners Association
(NPRA), el promedio del contenido de azufre en el combustible diesel fue de 0.27%, y según la Enviromenta! Protection Agency (EPA) requiere que este
nivel fuese reducido a un 0.05% para 1994.
El Problema Técnico
El problema técnico en una pre-combustión de desulfurización es el de remover el azufre mientras se deja esencialmente intacto el hidrocarburo.
A través de los años las investigaciones se han enfocado en buscar bacterias que conviertan el azufre contenido en !as moléculas del crudo (tales como
el DBT) a formas solubles en agua. Desafortunadamente la función de los microorganismos es por la solubilización de la molécula entera que contenga
azufre y entonces degradar los anillos de carbono de las estructuras adyacentes. La significativa pérdida de valor del combustible
Arabia Saudita
Mar del Norte México Venezuela
1.7 - 2.9
0.1 - 0.4
1.5 - 3.0
2.0 - 5.4
asociada con la biodesulfurización por medio de esta fisión de anillos de carbono tiene un severo impacto en la economía del proceso. y ha permitido
que la mayoría de la gente crea
 que el obstáculo técnico primario para la Oesulfurización Microbiana ( Mícrobia/
que el obstáculo técnico primario para la Oesulfurización Microbiana ( Mícrobia/
Algo de azufre está presente en el aceite
crudo como azufre elemental, sulfatos, sulfitos, y sulfuro de hidrógeno. pero la mayoría está incorporado en matrices orgánicas como sulfuros. tioles.
tiofenos, benzo y
dibenzotiofenos sustituidos y
considerablemente muchas moléculas más complejas. Arriba del 70% del azufre en algunos crudos ha sido identificado como dibenzotiofeno {DBT).
La ubicuidad de derivados aromáticos de tiofeno en
DeSuffurization, MDS)
es el aislamiento de una bacteria que pueda selectivamente remover el azufre dejando el resto del combustible sin ninguna alteración.
La Tecnología Convencional
El método usado mas frecuentemente en la refinación del petróleo para la reducción del contenido de azufre de los destilados de
228

petróleo es la HidroDeSuffurización (HDS). El proceso envuelve la reducción de los enlaces de azufre en la matriz del petróleo a
sulfuro de hidrógeno a través de la reacción de gas hidrógeno con el crudo a altas temperaturas y presiones. El proceso es costoso debido a los
requerimientos para una unidad de producción de hidrógeno. los recipientes de reacción a altas temperaturas y presiones. y la pérdida y devaluación de la comente de alimentación.
Ciertos compuestos azufrados, especialmente el DBT, han probado ser reacios al tratamiento de HDS. La HDS está también limitada en su habilidad de
remover pequeíías cantidades de azufre. Las nuevas regulaciones para las emisiones de vehículos a diesel en Estados Unidos requieren que los
refinadores bajen el azufre del diesel de 0.25% a 0.05%. Alcanzar estos bajos niveles de azufre en el diese l formulará un gran reto a la tecnología
convencional.
ELEMENTOS REQUERIDOS PARA UN
PROCESO MDS
Para examinar los elementos de un posible sistema MDS, se tiene que dividir el área en dos categorías generales. Una área importante es la de las
bacterias en sí, y los criterios para
el cultivo que serán usados en el proceso. La
segunda, es el proceso mismo, especialmente si se va a comparar con la tecnología convencional. Algunos elementos críticos que se requerirán para un
proceso de MDS se enuncian en seguida.
Las Bacterias como Biocatalizadores
Especificidad de ta Reacción.
Un examen del potencia! económico de los procesos de MDS muestra que la especificidad delsistema será crítica para el éxito económico del proceso. En
1984, Hartedegen et al (4)
concluyeron después de un análisis del potencial de los procesos MDS, que para desarrollar un sistema MDS que pueda competir con los sistemas HDS:
•... el mayor énfasis para continuar los esfuerzos de investigación tiene que estar dirigido en alternar estrategias biológicas a fin
Re;·
Centro
ln
v
(>
.
lex
)
'/Q/ j Nurn !0(1998}
de mantener el valor del combustible de todos los hidrocarburos del petróleo.·
Ellos reconocieron que la ruta establecida para la degradación del DBT, por medio de una serie de fisión de los anillos de los productos fue claramente
inadecuada para preservar la integridad y el valor de combustible del crudo.
En los años recientes hay reportes de bacterias que pueden liberar el azufre del DBT sin la concomitante degradación de los anillos de carbón,
siguiendo una ruta de degradación llamada "ruta 4S" (basada en los intermediarios putativos DBT Sulfóxido, DBT Sulfona, DBT Sulfonato. y
Sulfato) (2).
En la figura 1A y 18 se ilustran dos rutas fundamental mente diferentes para el metabolismo microbiano del DBT. La ruta A, que es la llamada 4S, es el
resultado de un ataque enfocado a los enlaces carbono-azufre en el DBT (en otras palabras. metabolismo
•azufre-especifico"). La ruta B es el resultado
 del desdoblam iento de enlaces carbono carbono originados en las porciones del anillo de benceno más que en la porción de tio feno del DBT (5).
del desdoblam iento de enlaces carbono carbono originados en las porciones del anillo de benceno más que en la porción de tio feno del DBT (5).
o
--W
Figura 1A. Ruta "B".

 229
229
RUTA
ANAERÓBICA
DBT
 1
1
RUTA AERÓBICA
MEDIO ACUOSO
H
SULFURO DR BIF&NU.O
DBT SULFÓlOOO
OBT SULl'O.l:CA
DBTSULPON ATO
BIFENU.O
+ H S
•
-HIDROXlB IPiNILO
Figura 18. Ruta "A",Rutas de degradación de dibenzotiofeno.
Primeramente se verá el metabolismo que se lleva a cabo en la Ruta B.
La Ruta B (fig. 1A), descrita primero por Kodama et al (6), convierte las moléculas de DBT incoloras, insolubles al agua a compuestos solubles
en agua, algunos de los cuales son anaranajados, amarillos, rojos o morados. Las investigaciones desarrolladas por el lnstítute of Gas Technology (IGT) confirman y extienden esta ruta metabólica. Microorganismos que poseen la ruta 8 pueden, al menos en algunas
casos. utilizar para su
crecimiento el azufre presente en el DBT. Tal es el caso de la cepa TG232. Sin embargo, aunque el azufre puede ser liberado del DBT vía ruta B. no hay
especificidad para el metabolismo del azufre; más bien, el azufre es metabolizado sólo en el curso de la degradación total de la molécula de DBT. La
consecuencia de éste es que para lograr una desulfurización del 50%, la mitad del sustrato es consumido.
El otro aspecto de la ruta de degradación, se presentará conjunto a una ruta anaeróbica .
230

Se ha demostrado con un análisis de cromatografía de gases/espectro de masas que al menos en un caso, el producto final de la degradación del OBT es el
2-hidroxibifenilo. En experimentos preliminares desarrollados en el
IGT. fracciones representativas de crudo fueron expuestas a un cultivo "4S" el cual había sido aislado por el mismo IGT (el cultivo se nombró IGTSB).
Claras reducciones en el porcentaje de azufre presente en las muestras fueron detectadas, y abre las puertas para fomentar todavfa más los trabajos de
desarrollo.
Es importante hacer notar que las enzimas que se muestran en la ruta, han sido recientemente encontradas, ya que hasta mediados de 1996 no se sabía con
exactitud cuáles eran los agentes involucrados en estas transformaciones.
Cinética de Reacción.
Una favorable cinética de reacción es vital para el éxito del proceso. Hasta ahora, no hay información disponible acerca de la velocidad de
desulfurización microbiana de petróleo o fracciones de petróleo.
Resistencia
a Compuestos Tóxicos
y
P
r
oductos
terminados.
La bacteria o fracción bacteria! que es eventualmente usada en el proceso de desulfurización debe ser resistente a los materiales potencialmente
tóxicos en el crudo.
Incluyendo metales pesados y una variedad de
moléculas orgánicas que son tóxicas a muchas bacterias. El mejor indicativo de que este no es un problema insuperable es el hecho de que muchas
especies de bacterias son conocidas por sobrevivir y proliferar en la presencia del crudo. Se sabe que la bacteria Rhodococcus rhodochrous
puede resistir los efectos inhibitorios de una diversidad de aceites. La inhibición termodinámica de una reacción deseada es resuelto en el reactor por
mejoramiento de la remoción de los productos terminados del sistema.
Una favorable cinética de reacción es vital para el éxito del proceso. Hasta ahora, no hay información disponible acerca de la velocidad de
desulfurización microbiana de petróleo o fracciones de petróleo.
'<
e'f
r
e11tr
·
r
nv
r
·
rJ 1101 'l11n !tl r r 9&&¡
Resistencia del Cultivo
y
el Biocatalizador
.
La resistencia de la bacteria que será usada como biocatalizador es importante por dos diferentes razones:
1.
|
fermentadores
|
convencionales
|
con
|
|
alimentaciones
|
comunes tales
|
como
|
|
|
La bacteria debe ser factible de crecer en muy grandes volúmenes y en una alta densidad celular. Debido a que serán usadas en un proceso comercial, el
costo de su producción debe ser muy bajo. Por lo tanto, deben ser capaces de crecer en
dextrosa y varias fuentes de nitrógeno hidrolizado animal o vegetal.
2. Esta consideración es con la actividad biocatalítíca del sistema. Es importante que el costo del catalizador por barril de producto se mantenga en
un mínimo (en el rango de $0.01 - 0.10 /barril (U.S.D)). Esto implica que el catalizador tenga una vida media razonable. y pueda procesar una gran
cantidad de crudo antes de que necesite ser regenerado.
Estabilidad del Cultivo.
Un aspecto relacionado con la resistencia del cultivo es su estabilidad genética . El cultivo debe retener el fenotipo desulfurizador deseado a lo
largo de la fermentación si éste es útil. Esto implica que la expresión encontrada pueda ser capaz de transmitir la infonnación característica deseada
a las subsecuentes generaciones. Pero este criterio ha probado ser la mayor de las dificultades para muchos procesos microbiológicos.
Benigno Ambientalmente
.
Es crítico que una tecnología alternativa al proceso de HDS sea ambientalmente segura . Esto significa que Ja bacteria usada en el sistema debe ser
segura, y de una clase que sea común encontrarla en la naturaleza.
Eficiencia
Catalft1ca
y
Cinética de Reacción
La economía del proceso debe depender de la velocidad y hasta cierto punto de la desulfurización microbiana. El biorreactor sería

 23 1
23 1


,.._,..,.,.,-
Agm1, Nutrientes


 Bacteria Creciente
Bacteria Creciente
Combustibl e "'
Fósil lle )_ ; -_,_-
Alto contenido
--._J ' Bomba 1
en Azuf re Aire
Figura 2. Diseno Conceptua l - Proceso "Batch".
232
el mayor gasto de capital para un proceso MOS, y el sistema se convertiría cada vez más atractivo si el tiempo de reacción fuese disminuyendo.
El segundo aspecto del catalizador. es la sensibilidad del sistema a bajas concentraciones de sustrato. Hay bacterias que son conocidas por su
capacidad de operación en muy bajos niveles de reacción de sustrato. que es una de las razones por las cuales son usadas en la remediación de agua
subterránea contaminada.
El sistema MDS
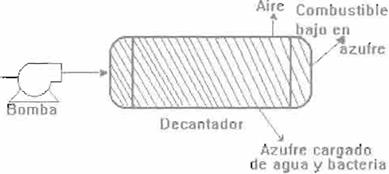
Las siguientes dos figuras ilustran dos conceptos alternativos de cómo un proceso MDS puede ser configurado En el diseño conceptual de un proceso por
lotes (batch) (Fig. 2). !as bacterias están creciendo separadamente y procesadas antes de interactuar con el aceite. Esto puede traer consigo
producción en un diferente lugar seguida por concentración y entrega a la refrnería, o fraccionamiento de la bacteria y purificación de los componentes
activos. En el sitio de la desulfurización . el biocatalizador es combinado con el combustible fósil. de alto contenido de azufre. en el biorreactor. y
subsecuentemente el prnducto de bajo contenido en azufre es separado de la bacteria y del azufre liberado. Un argumento alternativo,
es el usar un catalizador inmovilizado en una configuración de cama fija o cama fluidizada Esto se ilustra en la Fig 3. En este caso la mezcla
aceite-agua se pasa a través del biocatalizador lo cual resulta en la liberación del azufre que puede entonces ser removida del aceite.
S
upe
rior
a
la HDS
.
Si la tecnología de la MDS fuese implementada, el proceso debe mostrar ser superior a la tecnologí a existente. Para reemplazar la HDS directamente.
los costos de proceso deberán ser de por lo menos un 20% menos que el sistema actual Pero, hay otras consideraciones Como un sistema de baja presión y
temperatura. la MOS deberá ser una tecnologí a más "amigable al usuario". Esto tiene importantes implicaciones en cuanto a cómo las refinerías encaran
la opinión pública en lo concerniente a seguridad e impacto ambiental por sus instalaciones. La elección de la sociedad entre un sistema a altas
temperaturas y altas presiones que usa un gas explosivo (hidrógeno) para producir un gas venenoso (sulfuro de hidrógeno). o un sistema análogo a una
planta municipal de tratamiento de aguas (¡sin el olor!) es bastante obvio. El potencial de los sistemas de MDS para remover las moléculas de azufre
mas reacias a los sistemas de HDS. tal como el DBT. sugiere que los dos sistemas pueden ser usados inicialmente juntos. para asi tomar ventaja de
Re
.
<..
...
r.tr(,
!11
.
( 1
Jtr,!
Vo
i
3 Nv m
I J
¡
1998
)


Figura 3.Diseño Conceptual - Proceso Continuo
cada atributo único de los sistemas. En algunas aplicaciones una unidad de MDS puede servir como un sistema pulidor para una unidad HDS, para así
alcanzar los niveles bajos de azufre requeridos por las regulaciones.
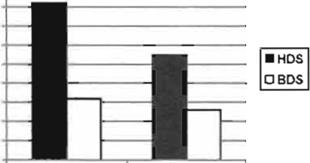
En las figuras 4 y 5 se muestran las ventajas de un proceso MDS contra la HDS, tanto en costos de inversión como en costos de operación.
$MMUSO Costos de Capital
46..--------------
 40
40
36
30
 Destilados
Destilados
Intermedios
Ventajas de 1ª_ MDS
1. Flexibilidad
Gasolina FCCU
26
20
16
10
11
o
Destilados
Intermedios
Gasolina FCCU
2 No pérdida de octano en gasolina FCCU
3 No cracking
4 Operación segura :
Figura 6. Gráfica de Costos de Operación
 Ventajas de MDS:
Ventajas de MDS:
1. Requerimientos de equipo estándar
2. Temperatura poco rigurosa,reactor a presión estándar
3. Instalaciones de hidrógeno no necesarias. Figura 4. Gráfica de Costos deInversión
Sin cambios importantes en el aceite
.
La HDS destruye el 5-10% del aceite durante el proceso de desulfurización, esto como resultado de las altas presiones y temperaturas. Esta
destrucción no es anticipada en un sistema biológico, pero otras reacciones no
 233
233

 234
234
controlables catalizadas por el sistema pueden ser un problema. Muchas bacterias desulfurizadoras fueron originalmente aisladas de ambientes donde
ellas fueron creciendo en el combustible fósil. Si este comportamiento se presenta en el biorreactor . pueden degradar una porción del hidrocarburo .
Desechos
tratables
.
El proceso debe no simplemente reemplazar una corriente problema de desecho (liberación de S02 a la atmósfera) con otras (moléculas de azufre en una
corriente acuosa de desecho). El
tema de la especificidad del catalizador emerge entonces. ya que el problema sería mucho peor si se tuviese que lidiar además del desperdicio azufrado
con un desecho orgánico.
Fácilmente
integrable
.
Es importante que el proceso de MDS sea fácilmente integrable al arreglo de la refineria. Esto implica que el sistema no deba ser excesivamente
sofisticado además de que pueda ser manejado por empleados regulares de dicha refinería. y no requiera de un equipo de técnicos altamente adiestrados.
Idealmente, el sistema debe ser tal que sea simplemente un problema de "plomeria" el colocar la unidad dentro de una estructura existente.
Eventualmente. la MDS debe ser considerada sencillamente como otra operación unitaria dentro de la operación en la refinería.
Una patente estadounidense (T) revela las posibles combinaciones de MDS/HDS para tomar ventaja de las sinergias que resultan de una combinación de
estas tecnologías. Resultado: potencial para aumentar la tecnología de HDS para desulfuración de nafta. destilados medios y otras fracciones
intennedias. También hay potencial para aplicar la tecnología a corrientes generalmente no tratadas en refinerías, tales como gasolina en una FCCU (Fluid Cafalytic Cracking Unff). aceite crudo y combustible residual (Fig. 6}. Para gasolina de una FCCU, la MDS tiene el potencial
para desulfurizar sin pérdidas de octano ya que, saturación de hidrógeno no ocurre. Para aceite crudo y fracciones más pesadas, el aumento de
flexibilidad comparada con la tecnología convenciona l es consecuencia de los requerimientos de bajas
presiones y temperaturas de los sistemas MDS, y el hecho que el biocatalizador no es tan sensible a metales como los catalizadores HDS.
CONCLUSIONES
Dos áreas mayores de desarrollo deben ser completadas para crear un sistema comercia! MDS. El primero es el desarrollo de un biocatalizador. Es1o
incluye temas -o problemas- sobre expresión de los genes de desulfuración para producir células de muy alta actividad específica, estabilización del
biocatalizador para un buen desempei'lo en el biorreactor, y habilidad asociada a la fermentación para la producción de un biocatalizador.
El segundo componente importante de desarrollo para el MDS es la resolución de problemas de ingeniería de biorreactores/procesos . Estos problemas
incluyen desarrollo de nuevos diseños de biorreactores, tecnologías de mezclado, tecnologías de separación y estrategias de disposición de
subproductos. El reto es crear disel\os de reactores que maximicen la cantidad de aceite desulfurado mientras se preseNa la capacidad desulfurizadora
del biocatalizador (2).
otros temas incluyen la separación del biocatalizador del crudo después de la desulfuración y desecho de los subproductos de azufre .
Se ha encontrado que las convencionales tecnologías de separación aceite/agua incluyendo precipitación electroslática y centrifugación trabajan
adecuadamente en escala de banco. La eliminación de azufre del aceite eventualmente tennina como un ion sulfato. Éste puede ser eliminado del proceso
como sulfato de amonio por subsecuente secado y después vendido; como sulfato de sodio por adecuada descarga; o como sulfato de calcio para desecho.
Cada una de estas opciones tiene sentido para diferentes aplicaciones. La elección final será una situación específica.
Los problemas de biotecnología y de ingeniería de procesos relacionados a estos esfuerzos de desarrollo son comúnes a muchos esfuerzos de
escalamiento. Parece que este esfuerzo envolverá la aplicación de tecnologías conocidas. No requerirá algún otro "progreso·.
P
CE :r., r: , !,J.,,, "-..1 3 N um 10 1:9981


 Nafta
Nafta

Medios
u d 1----------,-4.1....liº !
solinei
Alimertecíón Flui.d-. FCCU
a FCCU Unid_a_d
HDS
1..n1
Crudo Combustible Residual
Oportunidades de MDS Productos Terminados
Figura 6. Oportunidades de un sistema MDS en una refinería
Más bien, esto representa la combinación de las tecnologías existentes de dos industrias en una nueva aplicación.
REFERENCIAS
1. Finnerty, W. R., Fossil resource biotechnology : challenges and prospects. Enviromental Biotechnology, 3: 277-282 , 1992.
2. Monticello, D.J. Biocatalytic desulfurization,
Hydrocarbon Process
í
ng,
39-45, 1994.
3. Monticello, D.J. y KILBANE, J. J. Practica! considerations in biodesulfurization of petroleum. Informe Técnico.
4 . Hartdegen, F.J. et. al. Microbial Desulfurization of Petroleum. Chemical Engineeríng Progress. 80: 63-67, 1984.
5. Kilbane, J. J. 11, Sulfur-Specific Microbial Metabolism of Organic Compounds. Resources, Conservation and Recycling, 3: 69-79, 1990.
6. Kodama. K., et. al. Microbial conversion of petrosulfur compounds: ísolation and identification of products frorn dibenzothiphene. Agríe. Biol. Chem. 34: 1320- 1324,1970.
Monticello, D.J. Multistage System for Deep Desulfurization of Fossil Fuels, U.S. Pat. 5,232 ,854 , Agos. 3, 1993